Почему ровный первый слой — это ключ к успешной послойной печати? Независимо от типа 3D-принтера и используемого материала, качество первого слоя определяет не только внешний вид, но и прочность, а также надежность всего изделия. Проблемы с первым слоем часто приводят к деформациям, отслаиванию и искажению формы, что становится причиной брака и потери времени и ресурсов. Разобраться, как добиться идеального старта печати, — значит значительно повысить эффективность производства и качество конечного продукта.
Содержание
- Значение первого слоя в 3D-печати
- Подготовка платформы и настройка принтера
- Технические параметры печати первого слоя
- Практические советы для идеального первого слоя
- Частые проблемы и их решения
Значение первого слоя в 3D-печати
Первый слой — это фундамент всей модели, на котором базируется вся конструкция. Именно он определяет адгезию изделия к платформе, обеспечивая надежное крепление и минимизируя риск смещения в процессе дальнейшей печати. Если первый слой ложится неровно, слишком тонко или слишком толстым, это может привести к тому, что последующие слои начнут деформироваться, что ухудшит качество поверхности и прочностные характеристики. Кроме того, неравномерность первого слоя повышает вероятность образования пузырей и трещин, особенно при использовании материалов с высокой усадкой, таких как ABS.
Нельзя недооценивать важность правильной подготовки поверхности печатной платформы. Различные материалы требуют специфической обработки: стекло, алюминий, клейкая лента или специализированные адгезивы. От качества сцепления напрямую зависит успешность всего процесса печати. Без должного внимания к первому слою, даже самый современный принтер и высококачественный материал не смогут гарантировать стабильный результат.
Подготовка платформы и настройка принтера
Правильная подготовка печатной платформы начинается с тщательной очистки поверхности от пыли, жировых пятен и остатков предыдущих печатей. Чистота напрямую влияет на сцепление, поэтому рекомендуется использовать изопропиловый спирт или специализированные очистители. Следующий шаг — выравнивание платформы, которое может быть ручным или автоматическим. Корректная калибровка уровня позволяет добиться минимального зазора между соплом и поверхностью, что обеспечивает равномерное распределение материала первого слоя.
Также стоит уделить внимание настройкам самого принтера: температура стола и сопла, скорость подачи материала, высота слоя и давление экструдера. Каждое из этих значений должно быть адаптировано под конкретный материал и модель, чтобы избежать проблем с прилипанием и обеспечить плавное нанесение первого слоя. К примеру, слишком высокая температура может привести к избыточной растеканности пластика, а низкая — к плохой адгезии.
Технические параметры печати первого слоя
- Высота слоя: первый слой обычно задаётся чуть выше стандартного, чтобы обеспечить лучшее сцепление с платформой — от 0,2 до 0,3 мм.
- Скорость печати: рекомендуется снизить скорость до 20-30 мм/с для аккуратного и точного нанесения материала.
- Температура сопла: может быть увеличена на 5-10 °C выше обычной для улучшения плавления пластика.
- Температура стола: оптимальная температура зависит от типа материала — для PLA обычно 50-60 °C, для ABS 90-110 °C.
- Толщина линии экструзии: стоит увеличить для более плотного первого слоя и лучшей адгезии.
Эти параметры являются базовыми для большинства ситуаций, однако всегда рекомендуется проводить тестовые печати для настройки под конкретные условия.
Практические советы для идеального первого слоя
Для достижения наилучшего результата помимо технических настроек важен также подход к процессу:
- Проводите регулярное обслуживание и проверку оборудования.
- Используйте специализированные адгезивы, если платформа плохо держит материал.
- Применяйте методы предварительного нагрева платформы для равномерного распределения температуры.
- Экспериментируйте с настройками слайсера, особенно с высотой и скоростью первого слоя.
- При необходимости используйте склейку слоев с помощью пленок или клеевых составов.
Такой комплексный подход позволит минимизировать дефекты и добиться максимальной точности.
Частые проблемы и их решения
Часто встречающиеся проблемы первого слоя включают плохую адгезию, деформации краёв и образование пузырей. Основные причины — неправильная калибровка, загрязнение платформы и неподходящие параметры печати. Для решения рекомендуются следующие меры:
- Повторная калибровка уровня платформы.
- Тщательная очистка и подготовка поверхности.
- Оптимизация температуры и скорости подачи пластика.
- Использование специальных средств для улучшения сцепления.
Своевременное выявление и устранение проблем значительно повышает качество конечного изделия и экономит ресурсы.

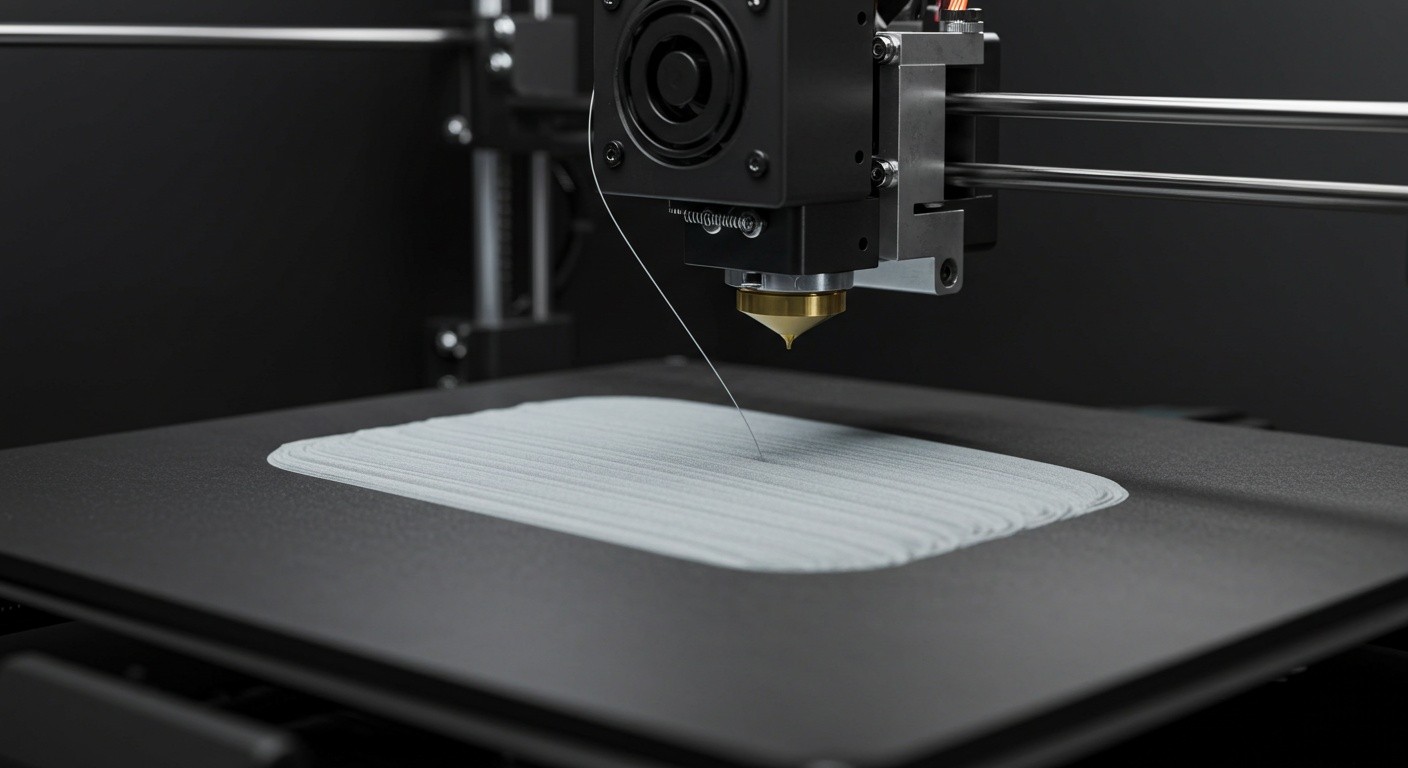
Рисунок: Пример идеально нанесённого первого слоя на печатной платформе