Как добиться идеального результата при печати полупрозрачных моделей послойно? Этот вопрос волнует многих специалистов в области аддитивного производства, ведь прозрачность материала и качество слоя напрямую влияют на визуальные и эксплуатационные характеристики готового изделия. Современные технологии 3D-печати позволяют создавать удивительно реалистичные полупрозрачные объекты, но для этого требуется правильный подбор материалов, настройка параметров и понимание особенностей процесса. В нашей статье мы подробно расскажем, как именно печатать полупрозрачные модели послойно, какие вызовы и преимущества сопровождают этот процесс, а также как добиться максимально качественного результата.
Содержание
- Особенности полупрозрачных материалов для 3D-печати
- Технические аспекты послойной печати полупрозрачных моделей
- Основные проблемы при печати и способы их решения
- Области применения полупрозрачных 3D-моделей
- Рекомендации для достижения качественной полупрозрачности
Особенности полупрозрачных материалов для 3D-печати
Полупрозрачные материалы для аддитивного производства отличаются уникальным набором характеристик, которые влияют на процесс печати и внешний вид готовой модели. В первую очередь, это пластики с высокой степенью светопропускания, такие как прозрачные фотополимеры для SLA, поликарбонат и некоторые виды PETG для FDM-технологий. Эти материалы требуют особого внимания при выборе, так как их свойства могут сильно варьироваться в зависимости от производителя и состава. Ключевым аспектом является однородность материала, отсутствие примесей и воздушных пузырей, которые могут снижать прозрачность и приводить к дефектам.
Для достижения желаемого эффекта полупрозрачности важна не только сама основа материала, но и цветовая гамма. Использование бесцветных или светлых оттенков минимизирует рассеивание света и позволяет получить чистый визуальный эффект. Кроме того, правильная подготовка материала к печати — важный этап, который включает в себя правильное хранение, подогрев и, при необходимости, фильтрацию или дегазацию. Это гарантирует стабильность подачи и равномерность слоя, что напрямую влияет на конечное качество и прозрачность изделия.
Технические аспекты послойной печати полупрозрачных моделей
Процесс послойной печати полупрозрачных моделей предъявляет особые требования к настройкам оборудования и параметрам печати. Во-первых, толщина слоя должна быть минимальной — обычно от 25 до 50 микрон, чтобы обеспечить максимально гладкую поверхность и минимизировать видимые границы между слоями. Более толстые слои приводят к более заметным ступенчатым дефектам, что ухудшает прозрачность. Во-вторых, скорость печати снижается для достижения качественного отверждения материала и предотвращения появления внутренних напряжений.
Дополнительно важна оптимальная температура экструдера и подогрева стола, поскольку слишком высокая или низкая температура может вызвать помутнение или деформации. Для фотополимерных систем критично тщательно контролировать мощность и длительность воздействия ультрафиолетового света, что влияет на степень отверждения и прозрачность. Многие производители рекомендуют применять специальные режимы полимеризации и постобработки, включая термообработку и полировку, чтобы максимально улучшить визуальные характеристики модели.
Основные проблемы при печати и способы их решения
Печать полупрозрачных моделей связана с рядом вызовов, основными из которых являются помутнение материала, появление внутренних пузырей, дефекты слоя и изменение цвета после отверждения. Эти проблемы могут значительно снижать качество и функциональность изделий, особенно если речь идет о прототипах или декоративных элементах с высокой визуальной требовательностью.
Для борьбы с помутнением важно использовать чистые, свежие материалы и правильно настраивать параметры печати, избегая перегрева и слишком быстрого отверждения. Внутренние пузыри часто появляются из-за неправильного хранения или подготовки материала, а также из-за недостаточной дегазации. Решением становится тщательный контроль и подготовка сырья, а также использование вакуумных камер или специальных фильтров.
Кроме того, для устранения дефектов слоя применяют более тонкие слои и увеличивают разрешение печати. В некоторых случаях может помочь последующая механическая или химическая обработка поверхности — шлифовка, полировка или нанесение защитных прозрачных покрытий. Важно учитывать специфику используемой технологии и материала, чтобы подобрать наиболее эффективные методы устранения дефектов.
Области применения полупрозрачных 3D-моделей
Полупрозрачные модели находят широкое применение в различных отраслях, где важно сочетание эстетики и функциональности. В архитектуре и дизайне такие модели помогают создавать реалистичные макеты с имитацией стекла и других прозрачных материалов, что позволяет лучше оценить внешний вид и световые эффекты будущих объектов. В медицине полупрозрачные изделия используются для изготовления учебных и демонстрационных моделей органов, где прозрачность помогает визуализировать внутренние структуры.
Также полупрозрачные детали востребованы в производстве осветительных приборов, элементов приборостроения и декоративных элементов в автомобильной промышленности. Высокая точность и качество прозрачных моделей позволяют использовать их в прототипировании и мелкосерийном производстве, что сокращает время разработки и повышает качество конечного продукта.
Рекомендации для достижения качественной полупрозрачности
- Используйте качественные, свежие и правильно хранящиеся материалы без примесей.
- Настраивайте толщину слоя максимально тонко, оптимизируйте скорость печати.
- Контролируйте температуру экструдера и стола для предотвращения помутнения.
- Применяйте специализированные режимы постобработки и полировки.
- Используйте прозрачные или светлые оттенки материала для минимизации рассеяния света.
- Проводите дегазацию и фильтрацию материала для удаления пузырей и примесей.

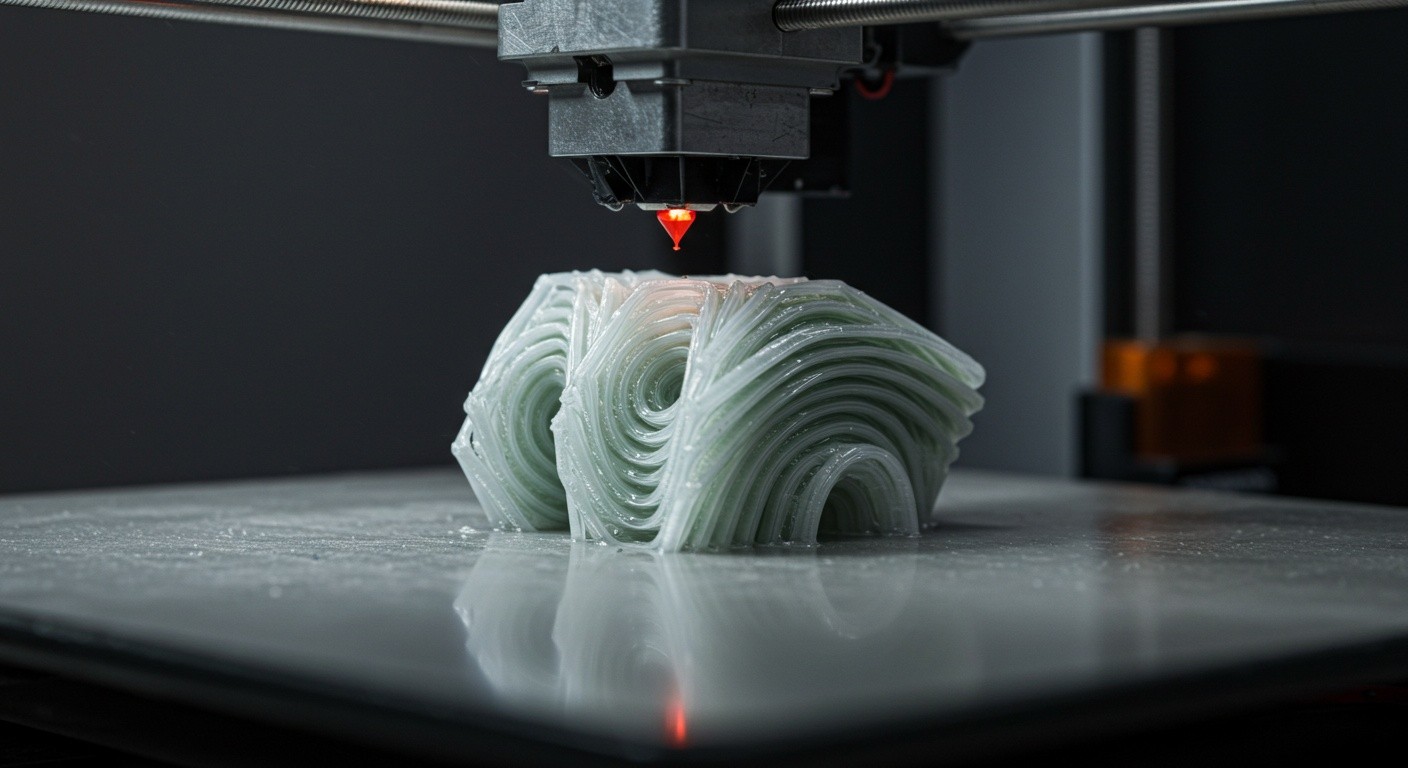
Высококачественная полупрозрачная модель, напечатанная послойно с тонкой настройкой параметров