Почему адгезия печатного изделия к столу 3D-принтера считается одним из ключевых факторов успешной послойной печати? От этого зависит не только качество конечной модели, но и эффективность всего процесса производства. Неправильное закрепление первого слоя может привести к деформациям, сдвигам и даже полному срыву печати, что ведет к потерям времени и материалов. В условиях промышленного и профессионального 3D-производства, понимание и контроль адгезии к печатному столу становятся залогом стабильности и высокого качества.
Содержание
- Важность адгезии первого слоя
- Факторы, влияющие на идеальную адгезию
- Технологии и материалы для улучшения адгезии
- Советы по настройке печати для надежной адгезии
- Частые проблемы с адгезией и способы их устранения
Важность адгезии первого слоя
Адгезия первого слоя – это базис всей послойной печати. Первоначальное прикрепление модели к поверхности стола должно быть настолько надежным, чтобы выдержать все нагрузки последующих слоев и избежать сдвигов. Если первый слой плохо приклеивается, появляются «мостики» воздуха, модель может деформироваться или отклеиться от стола, что приведет к срыву всей работы. Для успешной печати важно добиться ровного и сплошного первого слоя с максимальной площадью контакта с поверхностью стола. Это позволяет обеспечить прочную связь между моделью и столом, а также равномерное распределение напряжений, возникающих во время печати.
Кроме того, хорошая адгезия уменьшает риск появления дефектов, таких как коробление и скручивание. Особенно это актуально для материалов с высокой термочувствительностью и склонных к усадке, таких как ABS или нейлон. В промышленном производстве, где точность и повторяемость критичны, именно надежная адгезия к столу становится залогом успешной серийной печати, минимизации брака и снижения затрат.
Факторы, влияющие на идеальную адгезию
На качество сцепления с печатным столом влияют многие переменные, начиная от типа используемого материала и заканчивая состоянием поверхности стола. Во-первых, важна сама поверхность: она должна быть чистой, ровной и иметь подходящую текстуру. Гладкие поверхности, например, стекло, требуют дополнительной обработки или применения специальных средств для улучшения сцепления. Во-вторых, температура стола критична – многие материалы требуют поддержания определенного теплового режима, чтобы избежать резкой усадки и отслоения модели.
Не менее важны параметры самой печати: скорость укладки первого слоя, высота слоя, поток материала и скорость охлаждения. Медленная и аккуратная укладка первого слоя повышает его качество, а правильный режим охлаждения обеспечивает стабильное приклеивание. Важным аспектом является также влажность и чистота материала: старые или впитавшие влагу нити могут значительно ухудшать адгезию, приводя к неровностям и неплотному прилеганию к столу.
Технологии и материалы для улучшения адгезии
Современные технологии предлагают множество решений для повышения адгезии, начиная от сменных покрытий столов до специальных клеевых составов и скотчей. К примеру, использование пленок PEI (полиэфиримид) на поверхности стола обеспечивает отличное сцепление с большинством пластиков без дополнительных усилий. Другие популярные решения – каптоновые ленты, магический скотч или клеевые карандаши, которые можно наносить непосредственно перед печатью.
Также важна правильная подготовка стола, включая очистку спиртом и регулярное обновление покрытий. Некоторые принтеры оснащены подогревом стола с точной регулировкой температуры, что позволяет адаптировать условия под различные материалы и размеры моделей. Инновационные разработки включают применение ультразвуковых или лазерных обработок поверхности, создающих микроструктуры, улучшающие сцепление.
Советы по настройке печати для надежной адгезии
- Тщательно откалибруйте уровень стола и расстояние сопла до поверхности для первого слоя.
- Используйте температуру стола, рекомендованную для конкретного материала.
- Замедлите скорость печати первого слоя для более плотного укладывания.
- Повышайте толщину первого слоя для увеличения площади контакта с поверхностью.
- Обеспечьте чистоту поверхности перед каждой печатью, удаляя пыль и жирные следы.
- Используйте специальные адгезивные средства, если базовые методы не дают результата.
Частые проблемы с адгезией и способы их устранения
Одной из самых распространенных проблем является отслаивание модели в процессе печати, что чаще всего связано с неправильной калибровкой стола или недостаточной температурой подогрева. Также встречаются ситуации, когда первый слой получается слишком тонким или неравномерным, что приводит к недостаточной площади контакта и снижению адгезии. Для решения таких проблем рекомендуется проверить уровень и плоскость стола, скорректировать настройки высоты и скорости печати первого слоя, а также использовать дополнительные методы улучшения сцепления.
В случае использования специфичных материалов, склонных к усадке, важно обеспечить равномерный температурный режим и правильное охлаждение. Если проблемы сохраняются, стоит рассмотреть применение специализированных адгезионных покрытий или смену поверхности стола на более подходящую для данного типа печати. Комплексный подход и регулярный мониторинг параметров позволяют избежать большинства ошибок и гарантируют стабильный результат.

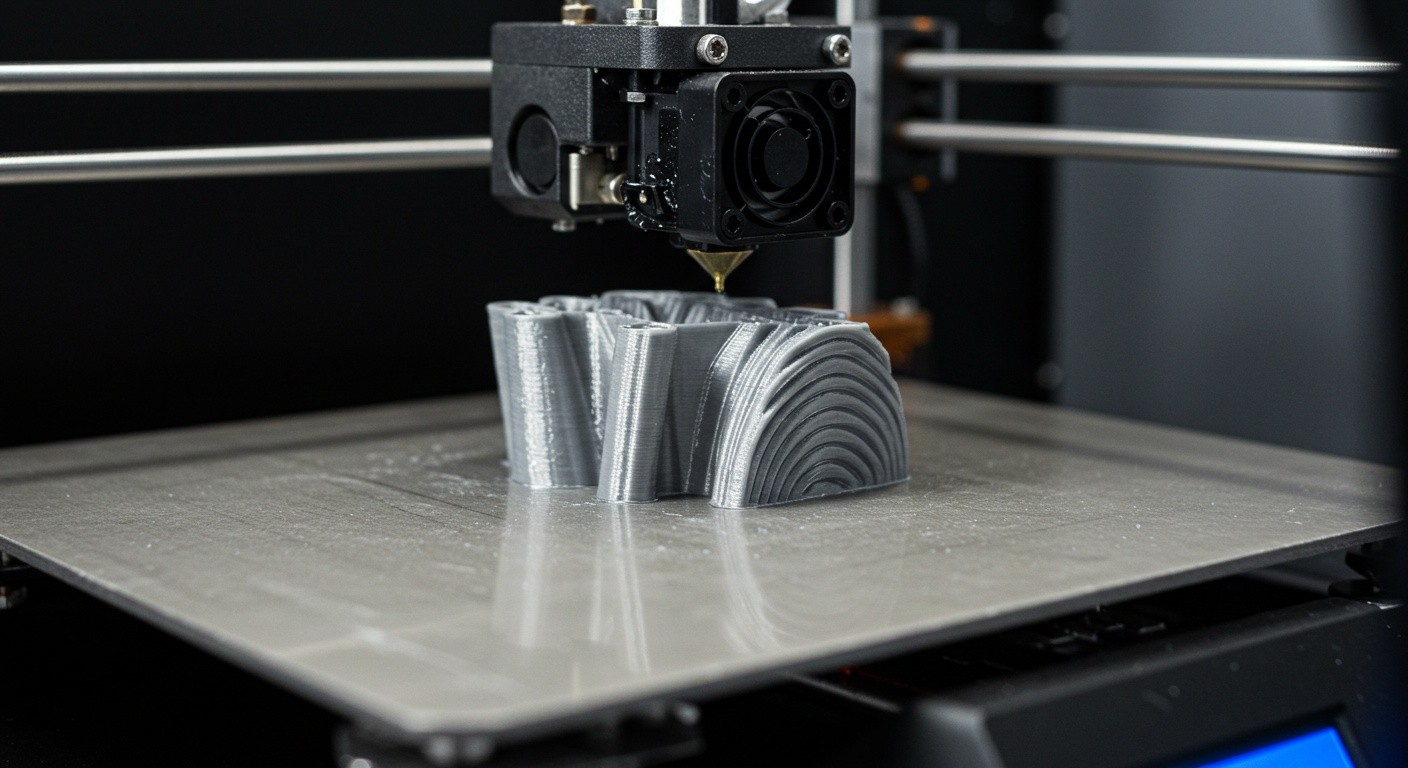
Пример идеально закрепленного первого слоя для успешной послойной печати