Сложные переплетённые структуры в 3D-печати — это настоящий вызов, требующий не только продвинутого оборудования, но и тщательной подготовки модели и точной настройки параметров печати. Такие объекты часто используются в инженерии, дизайне, медицине и искусстве, где важна высокая детализация и механическая прочность. Но как добиться качественной послойной печати сложных взаимосвязанных элементов, чтобы они не слипались, не деформировались и сохраняли все задуманные характеристики? Ответы кроются в понимании особенностей технологии и правильном подходе к процессу.
Содержание
- Сложности печати переплетённых структур
- Подготовка модели к послойной печати
- Настройки принтера для качественного результата
- Материалы и их роль в печати сложных объектов
- Практические рекомендации и секреты успеха
Сложности печати переплетённых структур
Переплетённые структуры характеризуются тем, что элементы модели тесно связаны друг с другом, часто пересекаются или находятся в непосредственной близости без возможности механического разделения после печати. Это создаёт ряд технических проблем: во-первых, высокая вероятность слипания слоёв и деталей, особенно при недостаточной ретракции или не оптимальной температуре. Во-вторых, сложность поддержания точной геометрии при множестве мелких элементов и изгибов, где избыточная подача материала или неравномерный нагрев могут привести к деформациям или смещению элементов.
Кроме того, переплетённые структуры требуют продуманного подхода к поддержкам — их избыток усложняет постобработку и может повредить тонкие детали, а недостаток приводит к провисанию и дефектам печати. Особенность таких моделей в том, что движение экструдера и скорость печати должны быть тщательно сбалансированы для сохранения четкости и точности всех элементов. Без правильной настройки и опыта успешная печать сложных переплетённых конструкций часто превращается в многократные попытки и перерасход материалов.
Подготовка модели к послойной печати
Подготовка модели является ключевым этапом для успешной печати переплетённых структур. Важно проверить геометрию на наличие пересечений, несовместимых с технологией FDM или SLA, и устранить ошибки в сетке. Рекомендуется использовать специализированное ПО для анализа толщины стенок и определения областей, требующих поддержки. Для сложных переплетений часто применяют оптимизацию расположения модели на платформе, чтобы минимизировать количество поддержек и улучшить качество прилегания первого слоя.
Также полезно разделить модель на несколько частей, если конструкция позволяет, с последующей склейкой или сборкой. Это снижает риск дефектов и упрощает процесс печати. Важно обратить внимание на ориентацию элементов, которая влияет на распределение нагрузки и качество печати тонких деталей. Современные слайсеры предлагают функцию адаптивного слайсинга, позволяющую менять высоту слоёв в зависимости от сложности участка, что помогает сохранить детализацию при сокращении времени печати.
Настройки принтера для качественного результата
Настройки 3D-принтера для переплетённых структур требуют особого внимания. Во-первых, следует максимально точно откалибровать подачу материала, чтобы избежать избыточной экструзии, которая приводит к слипанию элементов. Ретракция должна быть настроена так, чтобы предотвратить подтекания пластика между движениями экструдера. Скорость печати лучше уменьшить на сложных участках для повышения точности, а скорость перемещения увеличить, чтобы минимизировать время нахождения расплава на сопле.
Также имеет значение температура экструдера и стола: слишком высокая температура увеличивает текучесть пластика, повышая риск слипания, а низкая – ухудшает адгезию слоёв. Использование функции паузы для контроля промежуточных этапов или специальные программы для печати с динамическим изменением параметров помогут добиться оптимального баланса между скоростью и качеством. Немаловажна и настройка системы охлаждения, которая должна быстро и равномерно отводить тепло от печатаемых элементов.
Материалы и их роль в печати сложных объектов
Выбор материала существенно влияет на успех печати сложных переплетённых структур. PLA – универсальный и удобный в работе материал, отлично подходит для большинства задач, однако его механическая прочность и устойчивость к температуре ограничены. Для более ответственных конструкций лучше выбирать ABS, PETG или нейлон, которые обладают повышенной эластичностью и прочностью, но требуют точной настройки параметров из-за своей склонности к деформациям и усадке.
Гибкие материалы (TPU, TPE) добавляют сложности из-за своей эластичности и склонности к вытягиванию, но позволяют создавать функциональные модели с подвижными элементами. Для печати сложных переплетений часто используется комбинация материалов — например, жёсткий каркас из ABS и гибкие вставки из TPU, что позволяет объединить лучшие свойства разных пластиков. Качество филамента и правильное хранение также критичны: влажный материал приводит к дефектам и ухудшению адгезии.
Практические рекомендации и секреты успеха
Для достижения наилучших результатов при печати сложных переплетённых структур специалисты рекомендуют комплексный подход. Прежде всего, следует тщательно тестировать каждый этап — от подготовки модели до печати первого слоя. Использование пошагового контроля и мелких тестовых элементов позволяет оперативно выявлять и устранять проблемы. Важно не забывать про регулярное техническое обслуживание принтера, включая калибровку и чистку сопла.
Опыт показывает, что не менее важно правильно организовать процесс постобработки — аккуратно удалять поддержки, используя специализированные инструменты и избегая повреждений. Применение современных слайсеров с функциями адаптивного слайсинга и умной ретракции значительно повышает шансы на успешный результат. А главное — терпение и желание экспериментировать помогут выявить идеальные настройки именно для вашей модели и оборудования.

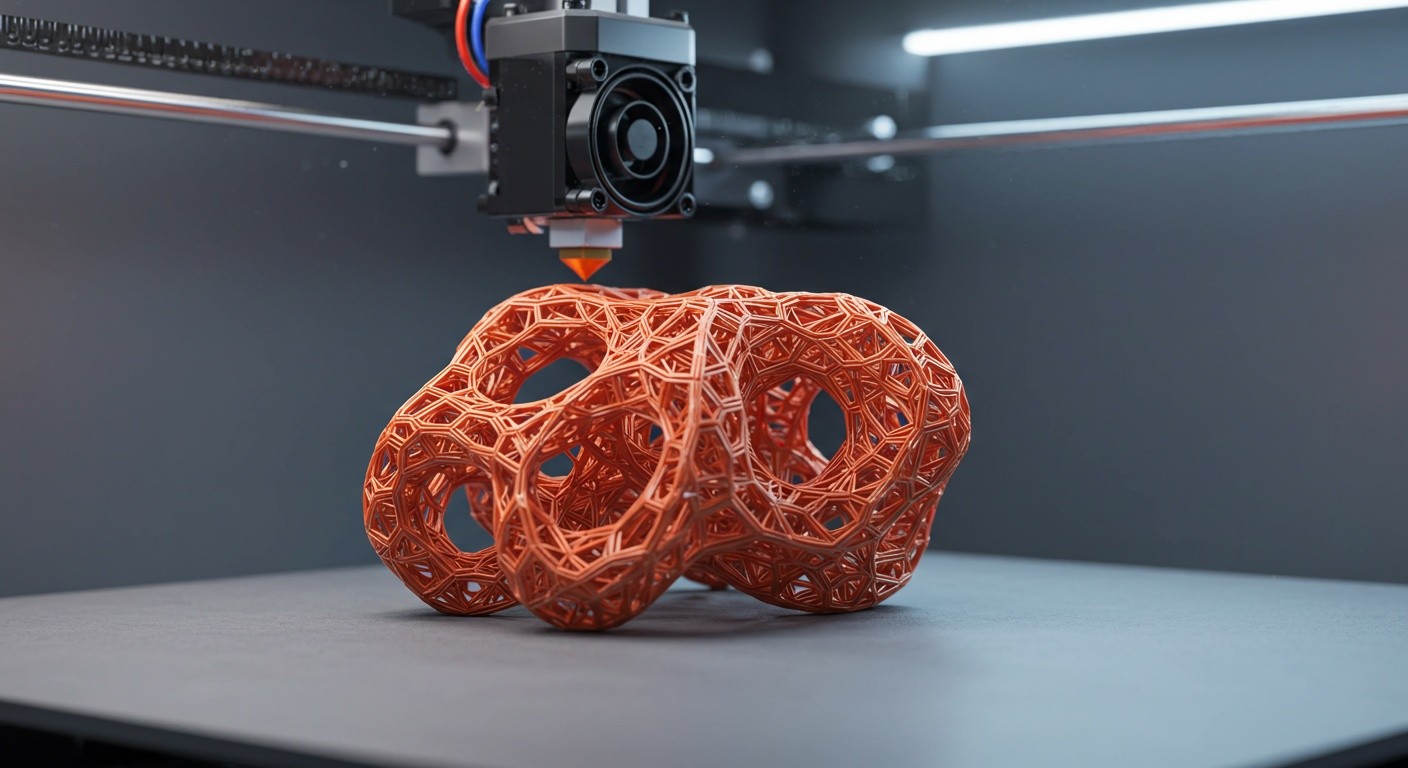
Качественный пример печати сложной переплетённой структуры с точной детализацией