Почему печать пустотелых объектов остаётся одной из самых востребованных и вместе с тем сложных задач в аддитивных технологиях? В современных производственных процессах создание деталей с внутренними полостями позволяет значительно снизить вес изделий, сократить расход материала и ускорить процесс производства. Однако именно пустотелые объекты предъявляют высокие требования к точности настройки 3D-принтера и грамотному планированию послойной печати, чтобы избежать деформаций, провалов и нарушений геометрии.
Содержание
- Преимущества и особенности печати пустотелых объектов
- Технологические аспекты печати пустотелых деталей
- Выбор параметров слоя и наполнения для пустотелых изделий
- Проблемы и решения при печати пустотелых конструкций
- Рекомендации для качественной печати пустотелых деталей
Преимущества и особенности печати пустотелых объектов
Печать пустотелых объектов — это важный инструмент оптимизации в 3D-производстве, позволяющий создавать изделия с минимальным весом без потери прочности. Благодаря внутренним полостям снижается расход дорогостоящих материалов, что существенно экономит бюджет на массовом производстве и прототипировании. При этом пустотелые детали легче и удобнее в эксплуатации, особенно когда речь идёт о транспортировке и монтаже.
Однако создание пустотелых изделий — это не просто печать полых моделей. Это комплексная задача, требующая правильного распределения внутренних слоёв, контроля толщины стенок и оптимального заполнения. Ошибки в проектировании и настройках могут привести к деформациям, оседанию верхних слоёв и появлению дефектов на поверхности. Поэтому важно понимать технические особенности и грамотно подходить к планированию процесса.
Технологические аспекты печати пустотелых деталей
Одним из ключевых моментов при печати пустотелых объектов является выбор правильной толщины стенок и параметров заполнения. Для обеспечения прочности и стабильности модели стены должны иметь достаточную толщину, которая зависит от используемого материала и типа принтера. Часто толщину устанавливают кратной диаметру сопла, чтобы обеспечить равномерное и прочное наплавление материала.
Заполнение внутреннего пространства может быть выполнено с минимальным процентом заполнения или вовсе отсутствовать, если задача — максимальная лёгкость. Тем не менее, необходимо учитывать баланс между лёгкостью и прочностью. При недостаточном заполнении стенки могут деформироваться, а при избыточном — увеличивается вес и время печати. К тому же важен правильный выбор скорости и температуры экструдера, чтобы избежать недостаточного сцепления слоёв и дефектов.
Выбор параметров слоя и наполнения для пустотелых изделий
Оптимальный шаг слоя и процент заполнения играют ключевую роль в создании пустотелых моделей высокого качества. Тонкие слои позволяют получить более гладкую поверхность и точные детали, но увеличивают время печати. Поэтому для пустотелых объектов часто выбирается компромисс между толщиной слоя и скоростью печати.
Процент заполнения обычно варьируется от 0 до 20%, что позволяет сохранить лёгкость модели, при этом обеспечивая достаточную прочность. Также применяются различные схемы заполнения, такие как решётка, треугольник или волны, которые влияют на механические свойства и стабильность изделия. Важно учитывать особенности материала и его поведение при остывании и усадке.
Проблемы и решения при печати пустотелых конструкций
- Деформация стенок: возникает из-за неравномерного охлаждения и тонких стенок — решается увеличением толщины и корректировкой температурного режима;
- Обрушение верхних слоёв: при недостаточной поддержке — помогает увеличение заполнения и добавление внутренних ребер жёсткости;
- Недостаточная адгезия слоёв: приводит к расслоению — исправляется выбором правильной температуры и скоростью печати;
- Избыточное использование материала: часто связано с неоптимальными настройками — требует точного расчёта толщины стенок и заполнения;
- Появление пустот и пузырей внутри: связано с воздушными включениями — снижается правильной подготовкой материала и настройкой параметров подачи.
Рекомендации для качественной печати пустотелых деталей
Для достижения наилучших результатов при печати пустотелых объектов следует придерживаться нескольких важных рекомендаций. Во-первых, важно тщательно спроектировать модель, учитывая толщину стенок и расположение внутренних полостей. Во-вторых, настройка параметров принтера, включая температуру, скорость и заполнение, должна соответствовать типу материала и сложности конструкции.
Регулярное техническое обслуживание оборудования и контроль качества подачи материала также играют ключевую роль. При необходимости можно использовать дополнительные опции поддержки и оптимизации пути печати, чтобы минимизировать деформации и повысить точность. Не забывайте проводить тестовые печати и анализировать полученные результаты для постепенной оптимизации процесса.

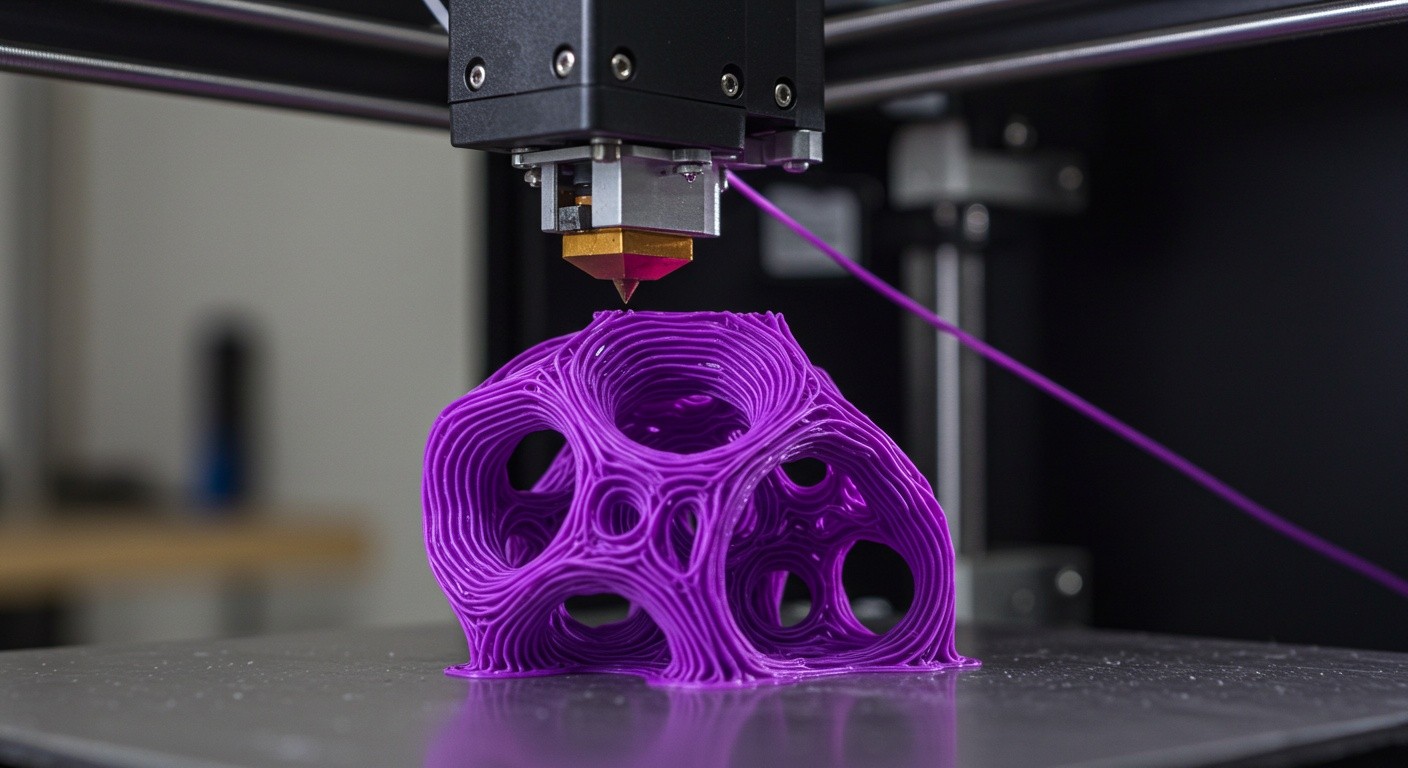
Изображение: Печать пустотелого объекта с контролем толщины стенок и параметров заполнения